
Serators - Shell Mount
Long Edge Roughing Mills 1.980 - 3.980 Dia.
- - .020 Undersize for finishing
- - Serrated insert edge reduces tool pressure
IMPORTANT:
- High Pressure Flood Coolant or Air Blast Required to Disperse Chip and cool the tool.
- Recutting chips will cause early insert failure
| Tool Info. Serators - Shell Mount |
||||||||||
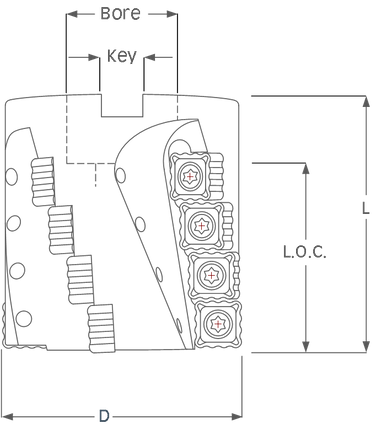
| Tool # | D | Flutes | Inserts | L | L.O.C. | Bore | Key | Inserts | Screw | Wrench |
| S-200S | 1.980 | 4-2 Effective | 16 | 2.000 | 1.500 | .750 | .312 | SNMC-333B SNGC-333H SNMC-332P |
538T | T10 |
| S-250S | 2.480 | 4-2 Effective | 16 | 2.625 | 2.000 | 1.250 | .500 | SNMC-444B SNMC-443P |
838T | T-20 |
| S-300S | 2.980 | 4-2 Effective | 20 | 3.250 | 2.500 | 1.500 | .625 | |||
| S-400S | 3.980 | 6-3 Effective | 30 | 3.290 | 2.500 | 1.500 | .625 | |||
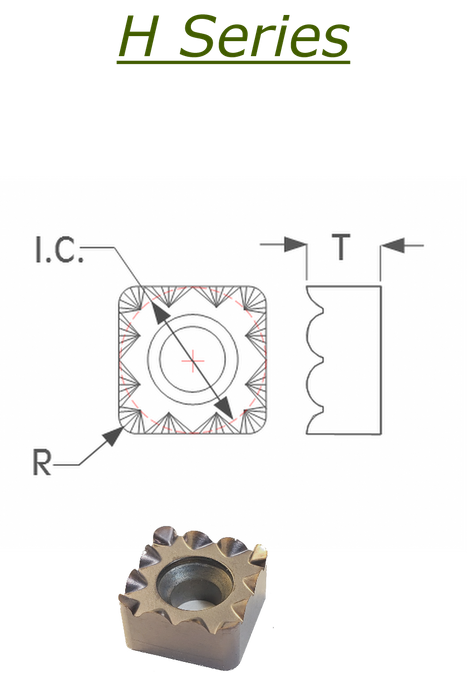
Insert Info.
Three Insert Styles To Choose From
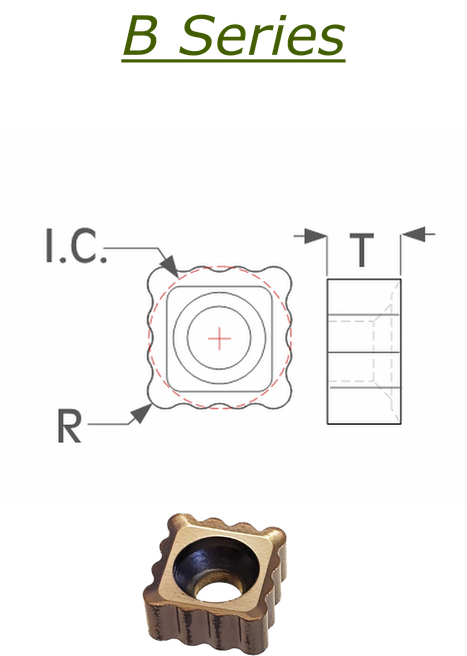
- SNMC - B: General purpose roughing insert with serrations molded on the side of the insert.
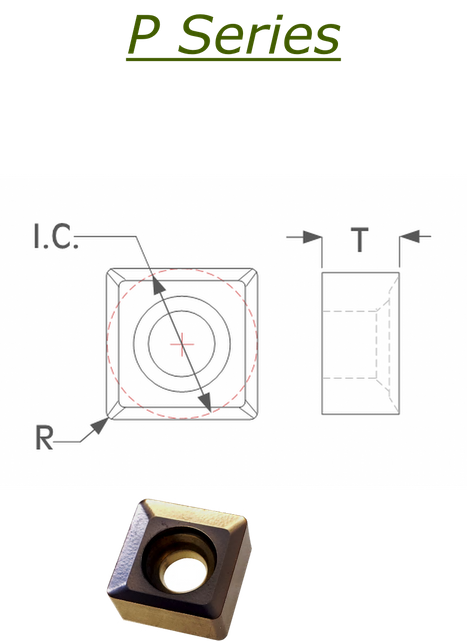
- SNMC - P: Molded positive top Semi- Finishing insert with no serrations.
- SNGC - H: Roughing inserts with serrations molded on the top and periphery ground for Titanium, Stainless & Nickel
| SNMC - B Inserts | SNMC - P Inserts | SNGC - H Inserts | ||||||||||||||
| Insert # | I.C. | T | R | Grade | Insert # | I.C. | T | R | Grades | Insert # | I.C. | T | R | Grade | ||
| SNMC-333B | .375 | .187 | .047 | K11 | SNMC-332P | .375 | .187 | .031 | K11 | SNGC-333H | .375 | .187 | .047 | K11 | ||
| SNMC-444B | .500 | .250 | .062 | K11 | SNMC-443P | .500 | .250 | .047 | C55 / K11 | |||||||
Technical Info..
| Speed and Feed Info. Shell Mount - Serators |
||
| Material | S.F.M. | I.P.T. |
| Mild & Low Carbon Steel Ex. 1018, 1020, 1117, 1141, 12L14 |
600 - 1200 | .002 - .006 |
| High
Carbon & Alloy Steel Ex. 1045, 4140, 4340, 52100, 8620 |
500 - 800 | .002 - .004 |
| Lower
Carbon Tool Steel Ex. P-20, H-13, S-7 |
400 - 700 | .002 - .004 |
| Tool
Steel Ex. A-2, A-6, D-2, M-2 |
300 - 600 | .002 - .004 |
| Stainless
Steel Ex. 304, 316, 420, 15-5PH, 17-4PH |
300 - 600 | .002 - .004 |
| Iron Ex. Cast, Ductile, Nodular |
600 - 1000 | .003 - .006 |
| Nickel
& Titanium Alloy Ex. Inconel, Hastelloy, TI-6AL-4V |
100 - 180 | .001 - .003 |
| Insert Grade Selection | ||
| Material | Material Examples | Preferred Grade |
| Mild & Low Carbon Steels | 1018, 1020, 1117, 1141, 12L14 | K11 |
| High Carbon & Alloy Steels | 1045, 4140, 4340, 52100, 8620 | K11 |
| Lower Carbon Tool Steels | P-20, H-13, S-7 | K11 |
| Tool Steels | A-2, A-6, D-2, M-2 | K11 |
| Stainless Steels | 303, 304, 316, 420, 15-5PH, 17-4PH | K11 |
| Iron | Cast, Nodular | C55 / K11 |
| Iron | Ductile | K11 |
| Nickel & Titanium Alloys | Inconel, Hastelloy, TI-6AL-4V | K11 |
| Insert Grade Description | ||
| Grade | Description | |
| K11 | Universal High Performance Dense Coating | |
| C55 | Advanced Multi-Layer PVD Coated Carbide | |

