
.687 - .937 Diameter Drill Mills
1 Flute Effective Center Cutting Endmills

- - Cuts a flat bottom within .001
- - Uses the same insert in both pockets
- - Center cutting
- - Drill from solid or ramp into a part at any angle
- - Ideal for pocket milling
- - Drilling shallow depth flat bottom holes
- - 4 cutting edges per insert
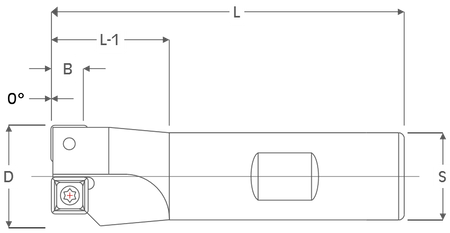
| Tool Info. .687 - .937 Dia. Drill Mills |
||||||||||
| Tool # | D | Inserts | L | L-1 | B | S | Positive Top Insert |
Chipbreaker Inserts |
Screw | Wrench |
| DM-687 | .687 | 2 | 3.000 | .970 | .235 | .750 | SPEB-221P | SPEB-221CB | 314T | T-8 |
| DM-718 | .718 | 2 | 3.000 | 1.000 | .235 | .750 | ||||
| DM-750 * | .750 | 1 | 3.000 | 1.000 | .340 | .750 | SPEB-322P | SPEB-322CB | 414T | T-10 |
| XDM-750 * | .750 | 1 | 4.250 | 1.500 | .340 | .750 | ||||
| DM-752 | .750 | 2 | 3.000 | 1.000 | .235 | .750 | SPEB-221P | SPEB-221CB | 314T | T-8 |
| XDM-752 | .750 | 2 | 4.250 | 1.500 | .235 | .750 | ||||
| DM-781 | .781 | 2 | 3.000 | 1.000 | .235 | .750 | ||||
| DM-812 | .812 | 2 | 3.000 | 1.000 | .280 | .750 | SPEB-2522P | SPEB-2522CB | 314T | T-8 |
| DM-875 | .875 | 2 | 3.000 | 1.000 | .280 | .750 | ||||
| DM-937 | .937 | 2 | 3.250 | 1.250 | .280 | .750 | ||||
| * Single Insert Tool Design | ||||||||||
Insert Info.

| Chipbreaker Insert Info. .687 - .937 Dia. Drill Mills |
||||
| Insert # | I.C. | T | R | Grades |
| SPEB-221CB | .250 | .125 | .015 | K11 / K22 |
| SPEB-2522CB | .312 | .125 | .031 | K11 / K22 |
| SPEB-322CB | .375 | .125 | .031 | K11 / K22 |
| Use Chipbreaker Inserts for Drilling, Plunging & Counterboring | ||||

| Positive Top Insert Info. .687 - .937 Dia. Drill Mills |
||||
| Insert # | I.C. | T | R | Grades |
| SPEB-221P | .250 | .125 | .015 | K11 |
| SPEB-2522P | .312 | .125 | .031 | B1M / D66 / K11 / K22 |
| SPEB-322P | .375 | .125 | .031 | B1M / D66 / K11 / K22 |
| Use Positive Top Inserts for Milling, Ramping & Interpolating | ||||
Technical Data
| Speed and Feed Info. .687 - .937 Dia. Drill Mills |
|||
| Material | S.F.M. | Drilling I.P.R. |
Milling I.P.R. |
| Mild
& Low Carbon Steel Ex. 1018, 1020, 1117, 1141, 12L14 |
800 - 1200 | .002 - .004 | .002 - .004 |
| High
Carbon & Alloy Steel Ex. 1045, 4140, 4340, 52100, 8620 |
500 - 800 | .002 - .003 | .002 - .004 |
| Lower
Carbon Tool Steel Ex. P-20, H-13, S-7 |
400 - 700 | .002 - .003 | .002 - .004 |
| Tool
Steel Ex. A-2, A-6, D-2, M-2 |
300 - 600 | .001 - .003 | .002 - .004 |
| Stainless
Steel Ex. 304, 316, 420, 15-5PH, 17-4PH |
300 - 600 | .001 - .003 | .002 - .004 |
| Iron Ex. Cast, Ductile, Nodular |
600 - 1000 | .002 - .005 | .002 - .005 |
| Nickel
& Titanium Alloy Ex. Inconel, Hastelloy, TI-6AL-4V |
120 - 180 | .001 - .002 | .001 - .002 |
| Non-Ferrous
Ex. Aluminum, Bronze, Brass |
1000 - 2500 | .003 - .006 | .002 - .004 |
| Insert Grade Selection .687 - .937 Dia. Drill Mills |
||
| Material | Material Examples | Preferred Grade |
| MIld & Low Carbon Steels | 1018, 1020, 1117, 1141, 12L14 | K11 |
| High Carbon & Alloy Steels | 1045, 4140, 4340, 52100, 8620 | K11 |
| Lower Carbon Tool Steels | P-20, H-13, S-7 | K11 |
| Tool Steels | A-2, A-6, D-2, M-2 | K11 |
| Stainless Steels | 303, 304, 316, 420, 15-5PH, 17-4PH | K11 |
| Iron | Cast, Nodular | D66 / K11 |
| Iron | Ductile | K11 |
| Nickel & Titanium Alloys | Inconel, Hastelloy, TI-6AL-4V | K11 |
| Non-Ferrous Metals | Aluminum, Bronze, Brass | K22 / B1M / K11 |
| Insert Grade Description | |
| Grade | Description |
| B1M | Uncoated Carbide - No Hone |
| D66 | Multi-Layer Dense Coating |
| K11 | Universal High Performance Dense Coating |
| K22 | Ultra Smooth Dense Coating - No Hone |

