
1.000 - 3.000 Dia. High Feed Mills
Shank & Shell Mount
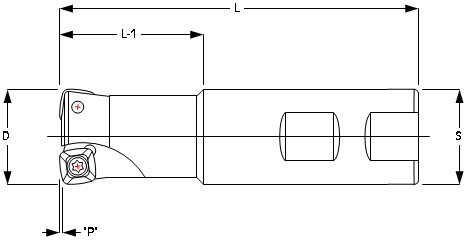
Shank Tools

- - Higher Feed Rates
- - Faster Material Removal
- - Ramping & Plunging Capabilities
- - Free Cutting
| Tool Info. Shank Tools |
||||||||||
| Tool # | Flutes | D | L-1 | L | S | Plunge “P” | Ramp | Insert | Screw | Wrench |
| HF-100 | 2 | 1.000 | 1.500 | 3.750 | 1.000 | .031 | 10° | ARP-33 | 538T | T-10 |
| HF-125 | 3 | 1.250 | 1.500 | 3.750 | 1.000 | .031 | 5° | |||
| HF-150 | 4 | 1.500 | 1.500 | 3.750 | 1.000 | .031 | 3° | |||
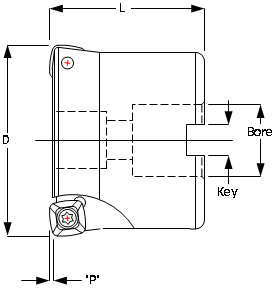
Shell Mount

- - Free Cutting Larger Diameter Shell Mills
- - Excellent Choice for High Speed 40 Taper Machines
- - Helical Mill Large Diameter Holes Without Overloading Your Spindle
- - Higher Feed Rates
- - Faster Material Removal
- - Ramping & Plunging Capabilities
| Tool Info. Shell Mount |
||||||||||
| Tool # | Flutes | D | L | Bore | Key | Plunge “P” | Ramp | Insert | Screw | Wrench |
| HF-2000S | 5 | 2.000 | 1.625 | .750 | .312 | .031 | 3° | ARP-33 | 538T | T-10 |
| HF-2500S | 6 | 2.500 | 1.750 | 1.000 | .375 | .031 | 2° | |||
| HF-3000S | 7 | 3.000 | 1.750 | 1.000 | .375 | .031 | 1.5° | |||
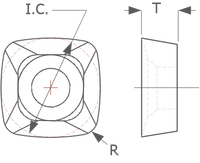
Insert Info.
| Insert Info. High Feed Mills |
||||
| Insert | I.C. | T | R | Grade |
| ARP-33 | .375 | .187 | .062 | D66 / K11 |
Technical Data
| Speed & Feed Info. High Feed Mills |
|||
| Material | S.F.M. | * Minimum
Depth of Cut .032 I.P.T. |
** Maximum Depth of Cut .089 I.P.T. |
| Mild & Low Carbon Steel EX.1018, 1020, 1117, 1141, 12L14 |
1000 - 1400 | .016 - .041 | .010 - .025 |
| High Carbon & Alloy Steel Ex. - 1045, 4140, 4340, 52100, 8620 |
800 - 1000 | .016 - .032 | .010 - .020 |
| Low Carbon Tool Steel Ex. - P-20, H-13, S-7 |
600 - 900 | .016 - .032 | .010 - .020 |
| Tool Steel Ex. - A-2, A-6, D-2, M-2 |
500 - 800 | .016 - .032 | .016 - .020 |
| Stainless Steel Ex. - 304, 316, 420, 15-5PH, 17-4PH |
500 - 800 | .016 - .032 | .016 - .020 |
| Iron Ex. Ductile |
800 - 1200 | .016 - .041 | .010 - .025 |
| Nickel & Titanium Alloy Ex. - Inconel, Hastelloy, TI-6A-4V |
350 - 450 | .008 - .024 | .005 - .015 |
| * Minimum depth of cut of .032" - Inserts have a 8X chip thinning factor. | |||
| ** Maximum depth of cut of .089" - Inserts have a 5X chip thinning factor. | |||
| Insert Grade Description High Feed Mills |
||
| Grade | Description | |
| D66 | Multi-Layer Dense Coating | |
| K11 | Universal High Performance Dense Coating | |
| Insert Grade Description High Feed Mills |
||
| Grade | Description | |
| D66 | Multi-Layer Dense Coating | |
| K11 | Universal High Performance Dense Coating | |

